Honestly, BLS, you're getting your ass chapped a little too easy.
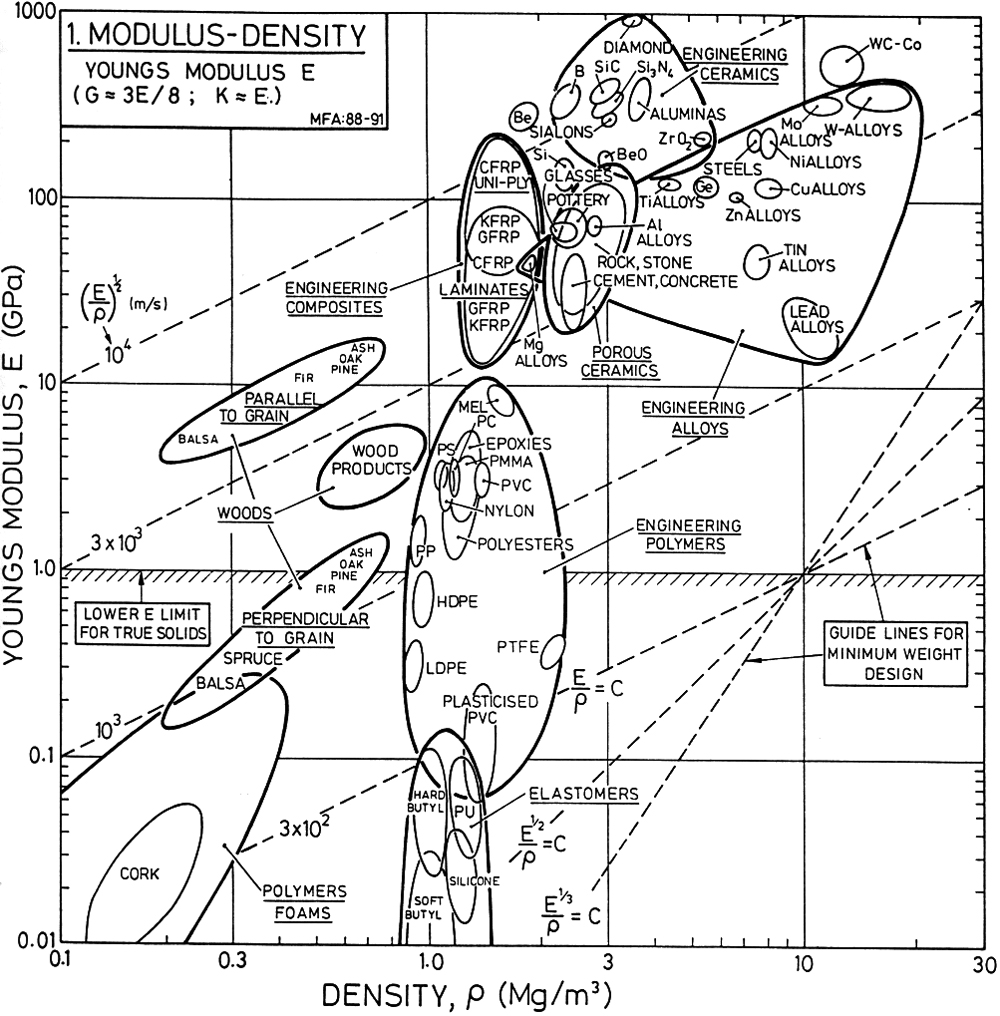
When Greg wrote what he did, this is what he meant. The modulus of the material is not affected much by the alloying elements. Steel is pretty much steel in terms of modulus. Having said that, when you increase the yield strength, then you are giving yourself the opportunity to reduce the cross-section of a given structure. Let's say you were using a tube wall of 3mm. Maybe now you have the opportunity to change the wall to 2mm because the greater strength. That reduction in wall thickness will allow more compliance even though the actual modulus of the material has not changed.
Here's exactly what GregLocock wrote, "The (rigid) forks on racing bikes would be a good use for it, more compliance for a given strength."
Note his use of the phrase, "..for a given strength." You propose to explain to me what GregLocock meant in his post, yet you apparently did not bother to actually read it. You wrote, "..when you increase the yield strength..." and "...Maybe now you have the opportunity to change the wall to 2mm because the greater strength", while GregLocock's post clearly described similar strength. Cost is usually no object with "racing bikes", so the best quality materials available are typically used. So how would replacing a high-performance steel alloy having a 250ksi UTS used for the forks of a racing bike, with this flash bainite treated steel having a 250ksi UTS, alter the strength or compliance of the forks? Same UTS and same elastic modulus should give similar results, right?
The improved elongation characteristics of the flash bainite treated material might allow a more aggressive forming operation to be used for the fork profile without inducing cracks in the material. But you made no mention of this. A fork tube is structure loaded mostly in compression and bending, so the improved elongation characteristics might be beneficial in the event of a frontal impact. The front fork structures must also consider fatigue life. Do you have any understanding of this material's fatigue properties?
Ultimately, use of this flash bainite steel for high-end racing bicycle forks could provide some savings in raw material cost. But saving $20 in raw material cost of the forks is not significant compared to the $1500+ sales price of a typical racing bike.














 . I bought my plastic bike a couple of years ago, complete with disc brakes and heard no end of malarkey from the rim brake enthusiasts. Here's what I've found: despite the reduced lever of the smaller diameter, the discs are far easier to modulate, more predictable on initial application, vastly superior when riding in the rain and snow and don't wear out the rim. For sure they introduce all sorts of new load paths for braking forces but it's neither insurmountable nor new (hello motorcycles). It's also not my domain of concern as a rider - that's the fork assembly engineer's concern. If rim brakes were more capable, they'd be on the downhill bikes where brakes play a much bigger role.
. I bought my plastic bike a couple of years ago, complete with disc brakes and heard no end of malarkey from the rim brake enthusiasts. Here's what I've found: despite the reduced lever of the smaller diameter, the discs are far easier to modulate, more predictable on initial application, vastly superior when riding in the rain and snow and don't wear out the rim. For sure they introduce all sorts of new load paths for braking forces but it's neither insurmountable nor new (hello motorcycles). It's also not my domain of concern as a rider - that's the fork assembly engineer's concern. If rim brakes were more capable, they'd be on the downhill bikes where brakes play a much bigger role.









{kind=link}